2020-08-20 10:23:18 0
随着计算机视觉技术检测系统设备在工业生产中的逐步发展应用,工业企业生产方式逐渐开始向智能化靠拢。视觉检测设备将被摄取目标转换成图像信号,传送给专用的图像处理系统,根据像素分布和亮度、颜色等信息,转变成数字化信号;图像系统对这些信号进行各种运算来抽取目标的特征,进而根据判别的结果来控制现场的设备动作。那么,视觉检测设备的功能是什么,它有什么重要作用呢?今天小编就为我们大家做个详细的解说。视觉检测设备将被摄取目标转换成图像信号,传送给专用的图像处理系统,根据像素分布和亮度、颜色等信息,转变成数字化信号;图像系统对这些信号进行各种运算来抽取目标的特征,进而根据判别的结果来控制现场的设备动作。
视觉检测设备是指将摄入的物体通过工业摄像机转换成图像信号,并传输到专门的图像处理系统,然后根据像素分布和亮度等信息转换成数字信号;图像系统执行各种操作提取这些信号的目标特征,然后根据判别结果控制现场设备的操作,并进行视觉检测,尺寸测量,缺陷检测,识别和系统定位。
视觉检测使用机器,而不是人眼,来进行测量和判断。 在生产线上,由于疲劳和个体差异等原因进行这样的测量和判断,但机器将继续不断地稳步前进,因此视觉检测设备得到了越来越广泛的应用。
一般来说,视觉检测可以在各种工业,例如汽车配件,硬件,紧固件,磁性材料,塑料塑料,手机外壳,轴等来使用的,流行的锂电池行业被广泛使用。
使用视觉检测系统设备可以代替人工进行检测,是当今中国工业发展智能制造的必然趋势。具体说来,视觉检测设备主要有以下几点重要作用:
首先,利用视觉检测设备进行生产能适应行业发展趋势;
二、随着我国人工管理成本的增加,从长远发展来看,使用视觉检测设备将有助于提高公司通过减少不必要的支出;
图3。 由于采用非接触式测量方法,不会对观测者和被观测者造成伤害。 这样可以有效地减少检测过程中对产品可能造成的损害;
由于视觉检测设备的光谱响应范围较大,视觉检测设备的视觉范围较大,检测精度较高。 例如,人眼不可见的红外测量用于扩大人眼的视觉范围,其检测精度更高;
用于产品外观缺陷的检测;
六、用于企业工装设计定位、移位,组装和码垛控制机器人等;
七生物识别(例如,面部,语音,指纹,虹膜等),目标识别(车牌识别,RFID等),条形码辨识(一维码,二维码),字符识别,纹理识别;
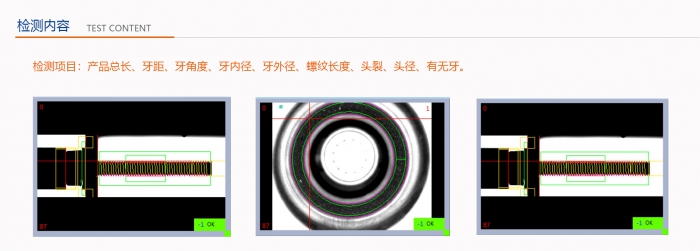
八、主要可以用于进行测量。如几何结构尺寸以及测量(长度、宽度、高度、周长、面积、体积等),圆或椭圆(圆心、半径、轮廓、角度、大小等)。注意,在测量前首先要通过校准,这涉及到一个相机系统校准。
由此可见,视觉检测设备不仅是企业转型升级为智能制造的必由之路,而且是企业节省劳动力,提高生产效率,带来可观收益的有效捷径!视觉检测设备的应用将越来越广泛,这是工业发展及智能自动化发展的必然结果。





